 搭載 AMNC/PC,透過觸控面板即可輕鬆操作 搭載 AMNC/PC,透過觸控面板即可輕鬆操作
 |
減少設定工時
透過網路從SDD伺服器讀取圖形數據,自動將螺柱分配到形狀(巨集形狀/特殊形狀)。
焊接條件(充電電壓)可自動設定。這可縮短程式創建時間,提高生產效率。
※ 也可透過在觸控螢幕上輸入座標來放置螺柱。
| |
| |
減少產品加工缺陷模擬功能可有效防止產品加工過程中出現錯誤。
模擬檢查項目:雙頭螺栓與夾頭等是否有干涉。同一送料器是否指定了不同的雙頭螺栓。
| |
 |
穩定的加工精度和加工質量 |
配備高精度NC及定位裝置,透過程式實現自動化操作。
手動難以進行的定位,現在也能準確快速地完成,消除焊接間距和位置偏差。
焊接條件、加工位置、設定資訊等均可透過程序管理。
這樣一來,大量生產時就不會忘記擰入雙頭螺栓了。 | 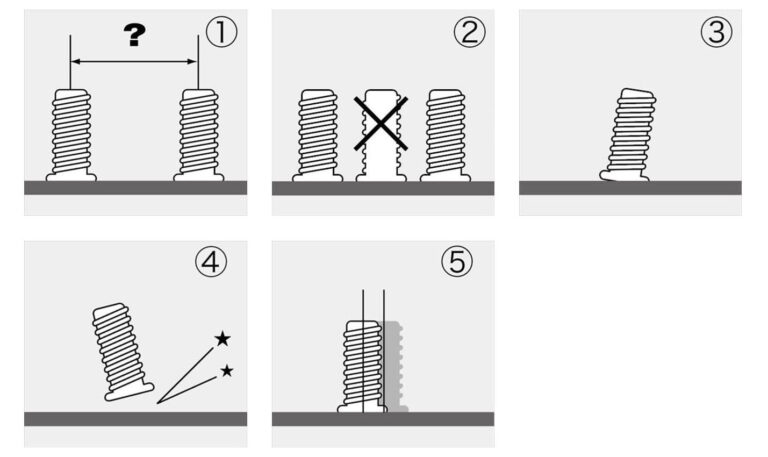 |
|
生產效率高(連續焊接螺柱) |
配備6段送料器和多夾頭,用於裝載螺柱。
可加工不同直徑的螺柱,無需更換夾頭。
高速供給和連續加工螺柱,大幅提高生產效率。
M3、M4、M5、M6(φ6)、M8(φ8)、M10(φ10)
※ 零件送料通道可透過工廠選項進行更改 | 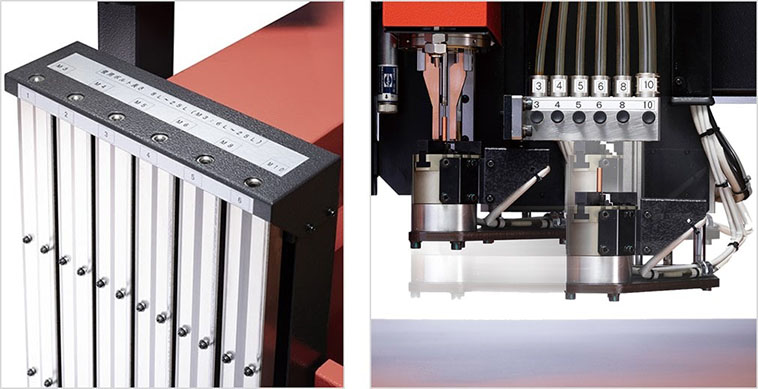 |
|
擴大加工範圍(新型焊接電源) |
改進的焊接電源性能現在支援最大至 M10 (Φ10) 的螺柱螺栓。
相容螺柱螺栓類型:CD 螺柱,僅限直形直徑:M3 至 M10 (Φ10)長度:最大 25 毫米(手動供應時最大 40 毫米)材質:鐵、SUS ※ 鋁無法使用
|  |
| |
M10(Φ10)多功能夾頭 |
採用開閉式多頭夾頭,無需根據螺柱類型更換夾頭。
無需更換夾頭即可進行連續加工。
高剛性設計,防止螺柱傾倒。
只需更換末端,有助於降低運行成本。 |  |
|
使用兩種電源夾接地 |
焊接時透過四處兩種夾具接地。
夾具位置調整和鎖定操作簡單。
這可防止鐵粉等引起異常電流,並確保產品外觀美觀。
與產品表面接觸的檯面採用高絕緣性酚醛樹脂板。 | |
|
表面拋光刷單元 |
拋光電鍍鋅鋼板表面可使焊接穩定。 | 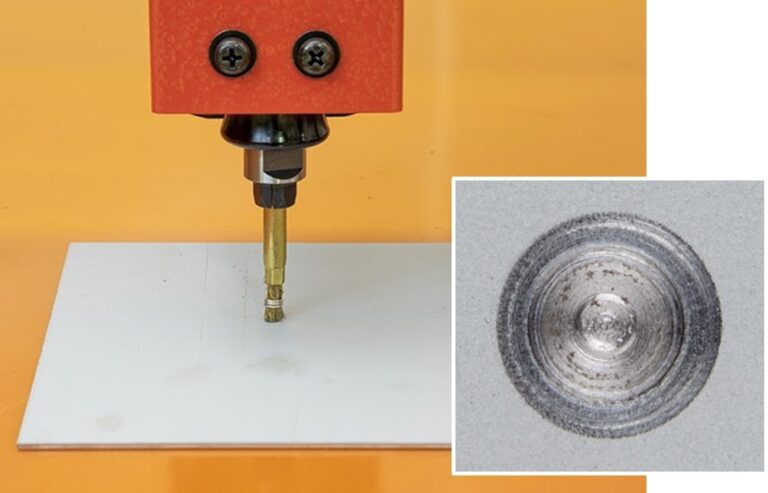 |
|