「省空間・低耗電・智慧化的 NCT」 |
特長 |
 實現高速且穩定的加工 實現高速且穩定的加工

|
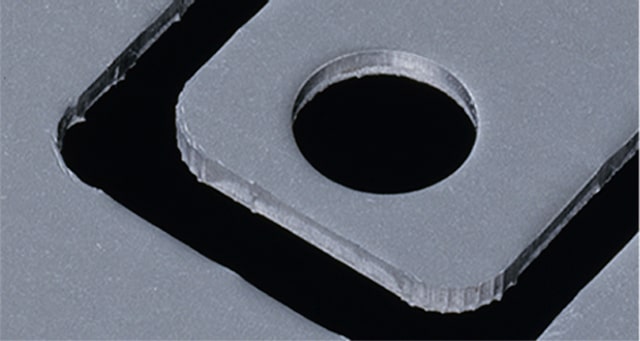
👉 防止廢料翹起的加工👉 實現廢料不易翹起的穩定高速加工 |
採用廢料吸落裝置,抑制廢料上翹在模具內部向下噴射強力氣流,利用 「真空方式」將沖裁下來的廢料往下吸走,(針對小孔徑加工的廢料翹起對策)。
藉此可實現僅 1mm 突入量 的淺加工(下降端淺加工)。
另外,若搭配 選配的廢料吸引裝置,也能對應大孔徑的加工。
| |
精細輪廓加工
無需特殊模具,即可進行媲美雷射的特殊形狀與 R 角加工。 | 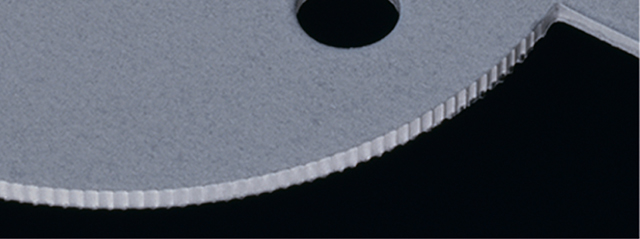
 |
|
環保 & 精巧 |
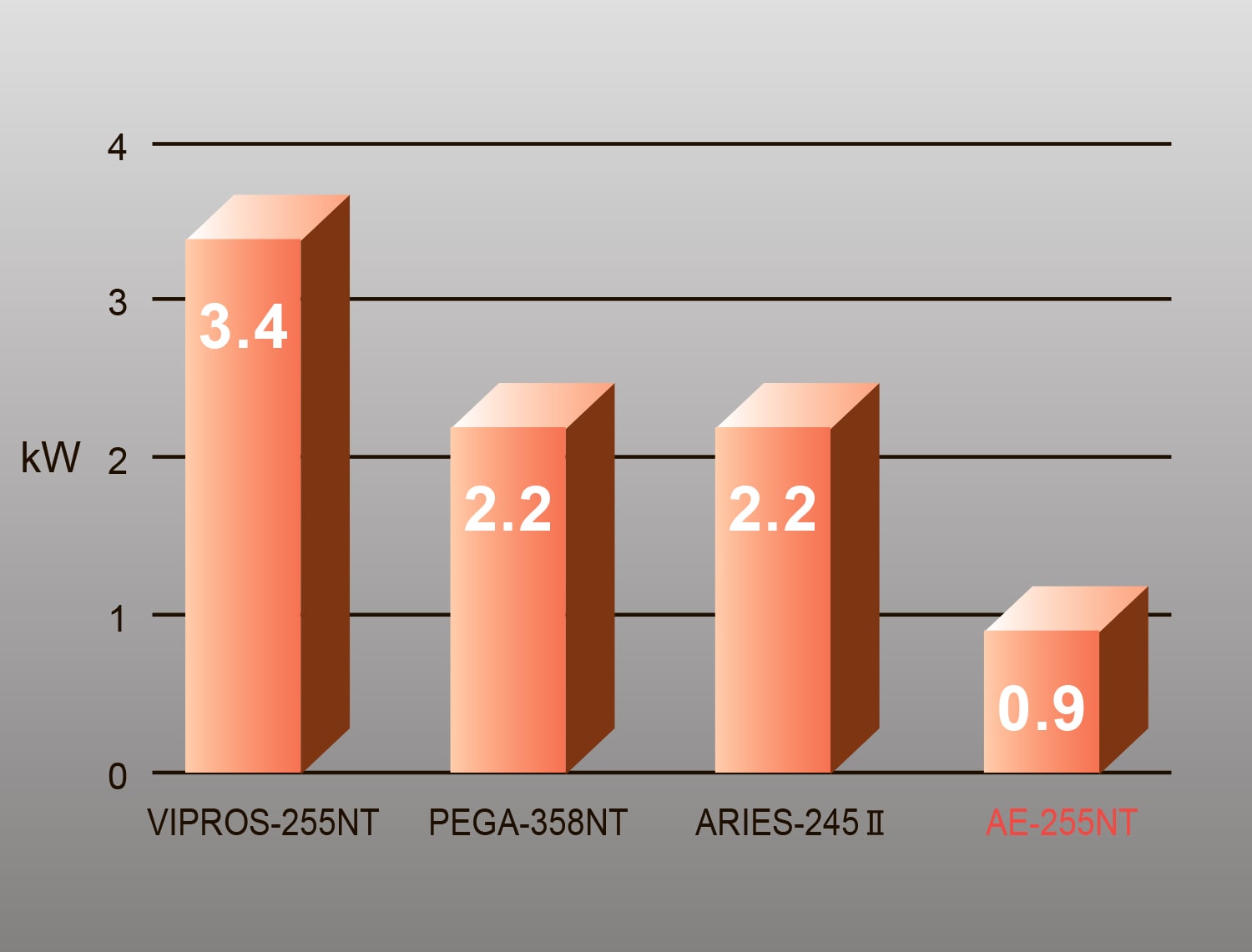
省能源結構,環保設計
- 在實現高速沖孔的同時,受電容量僅 19kVA,屬於節能結構。
- 待機時的耗電量,是 AMADA 歷代所有沖床機種中最小的。
- 即使加工時提升沖孔速度時,仍能達成低耗電。
- 另外,因不需要更換作動油,也兼顧對環境的友善。
| 
|
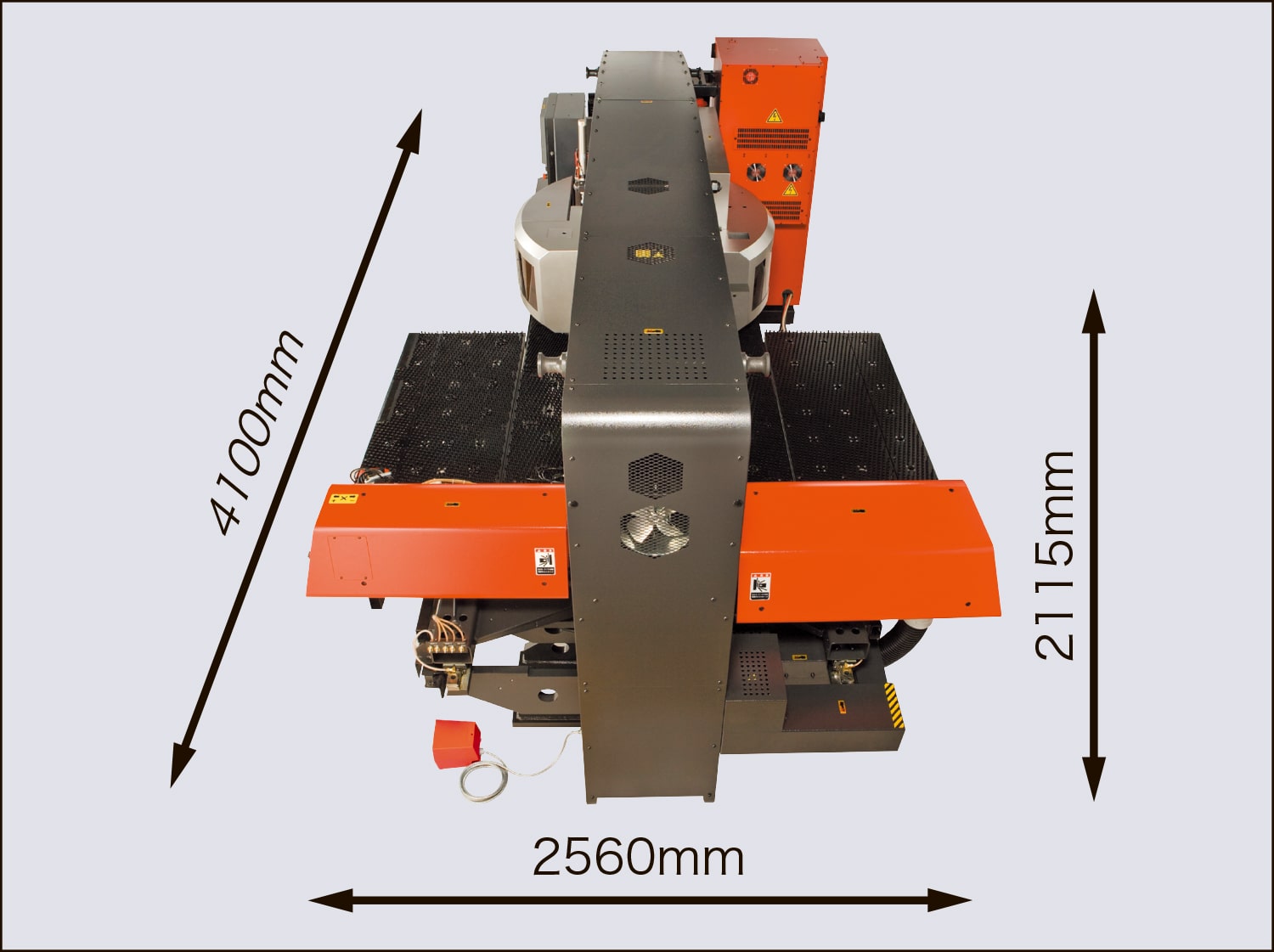
體積輕巧,配備高容量轉盤
- 在 Y 方向可實現 1270 mm 的行程。
- 機身小巧,可媲美 ARIES-245II。
- 儘管機身小巧,卻配備大容量轉盤,最多可容納 58 個模具。
- 通過縮短模具的裝配時間,提高了生產效率。
- 刀塔厚度為 120 mm。在高速加工時能牢牢固定模具,並支援高精度加工。
| 
 |
|
實現工程統合 |
成形部不受損傷,無刮痕高速加工
- 浮動式刷毛桌面:下向成形加工後,材料移動時,塔輪周邊的刷毛桌面會自動上升 5mm,避免材料干涉與刮傷。
- 向下成形與攻牙加工:可在不刮傷材料的情況下進行高速加工。
- 工程統合:透過無損傷加工,有效將成形、攻牙等工序整合在同一設備完成。
|
|
高速攻牙加工的導入
※ 支援滾動式螺紋攻牙,對應規格:M2.5 ~ M6。 |

|
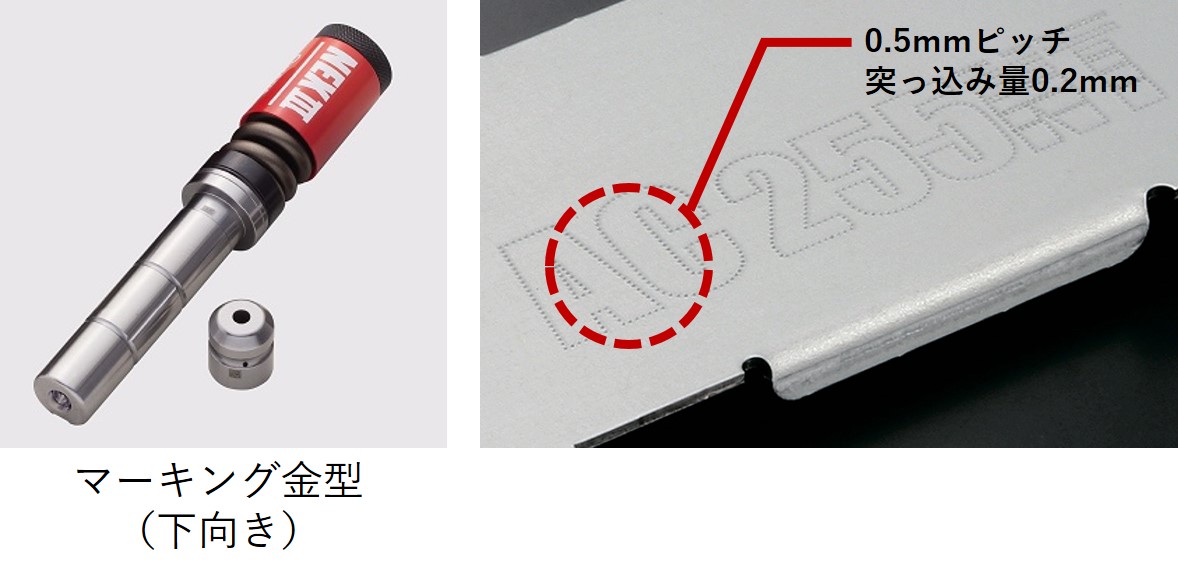
高速標記加工
- 實現 900 hits/min 的高速度。
- 可直接在材料上刻印 品名、批號、折彎線指示、焊接位置指示 等資訊。
- 透過前置加工標記,能大幅提升後續工序的效率。
|
|
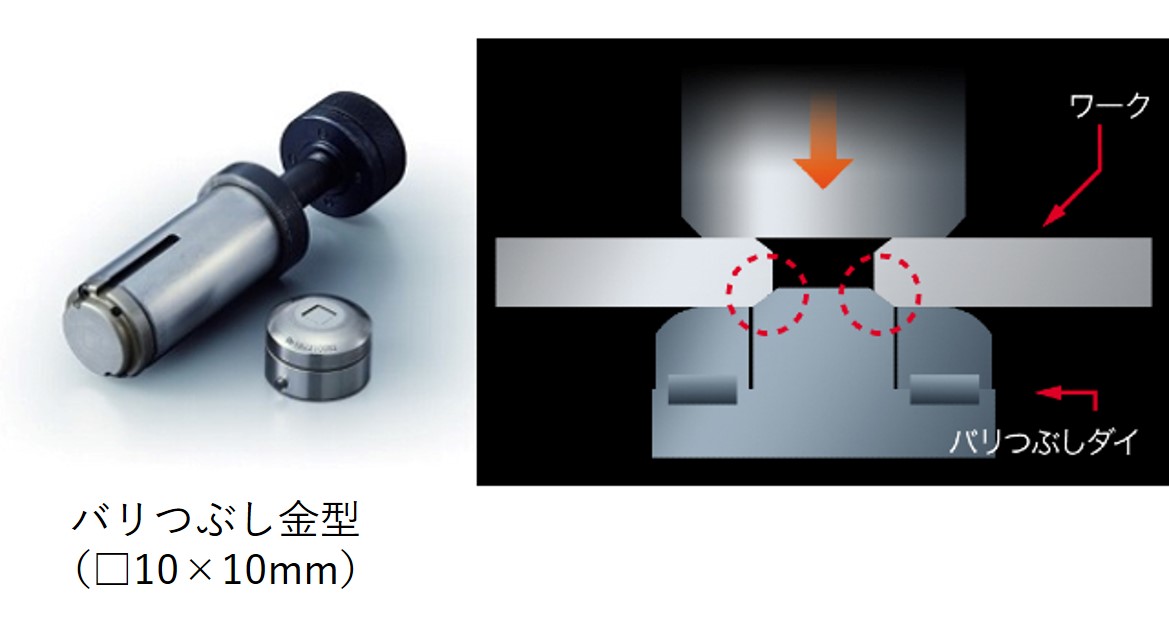
高速毛邊壓平加工
- 將原本需人工與時間處理的毛邊壓平作業,自動化且高速完成。
- 工件背面會均勻地壓向經過 C 面加工的模具刃口,使毛邊被壓平。
- 使用於連續沖孔加工後 的毛邊處理。
※ 參考毛邊壓平模具尺寸: 方形:6×6 mm、6×20 mm
圓形:Φ2 mm |
|
|
機能 |
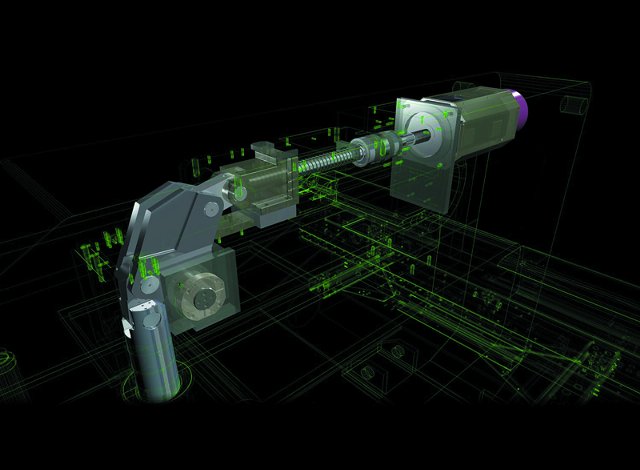
驅動裝置 |
採用了AC伺服單一驅動,實現了以打標加工達到900次/分鐘的高速沖壓率。
驅動機構內建於橋式機架之中,壓力驅動部分採用了高耐久性的滾珠螺桿+連桿機構,不僅能達到高速且穩定的加工,同時也實現了高生產效率。 |
 |
| |
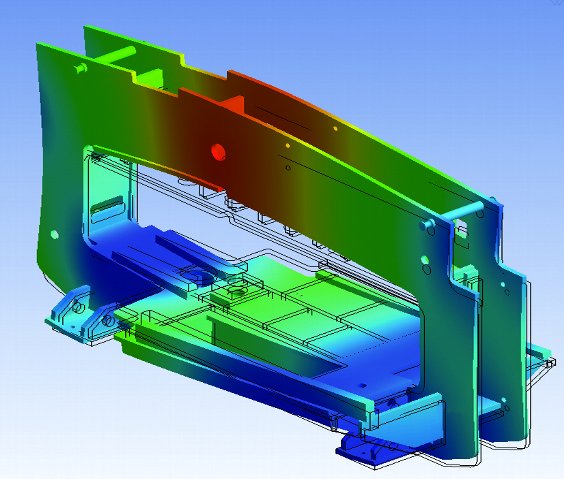
高剛性結構設計 |
AE-NT 系列的橋式框架採用比 PEGA-357 與 VIPROS-2510NT 更厚的 40mm 高剛性設計。
能夠長時間支撐高速、穩定且高精度的加工。
|
 |
| |
模具平衡器 |
用於將大口徑模具放入或取出轉塔時使用。
能讓模具的安裝與更換更加輕鬆快速,減輕作業人員的負擔,並提升稼動率。
|
 |
|
自動化解決方案
|
|
|
|
V-factory
|
V-factory活用IoT技術的可視化以及最大幅度的提高機器稼動率,與客戶共同創造工廠的改革。 V-factory Connecting Box(選配)將機器連接到雲端和V-factory。 V-monitor (選配)自動錄影運轉過程中的機器加工狀態。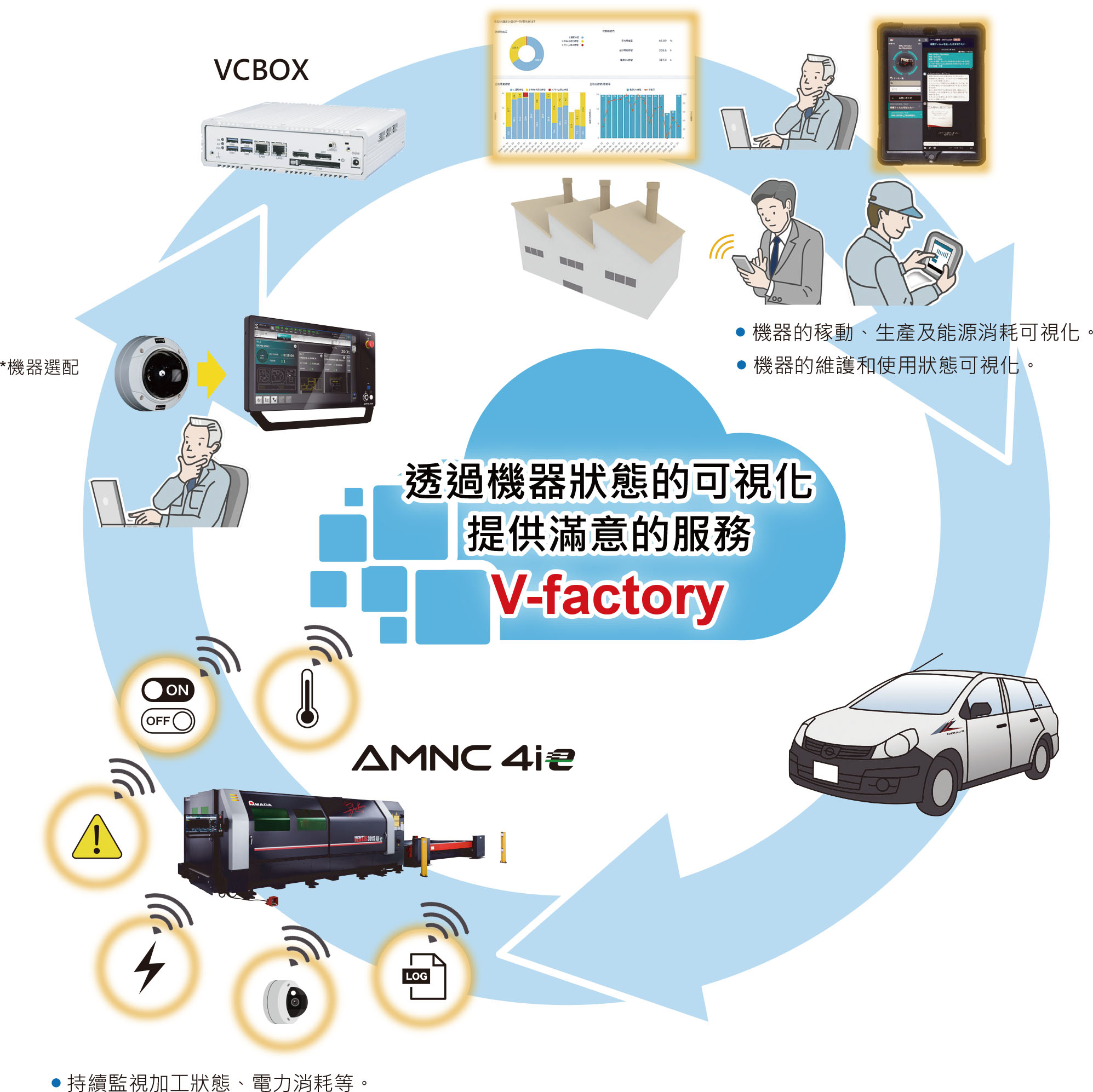 |
|
|