FLW-ENSISe 新技術 |
 FLW-ENSISe 熔接技術 FLW-ENSISe 熔接技術
 |
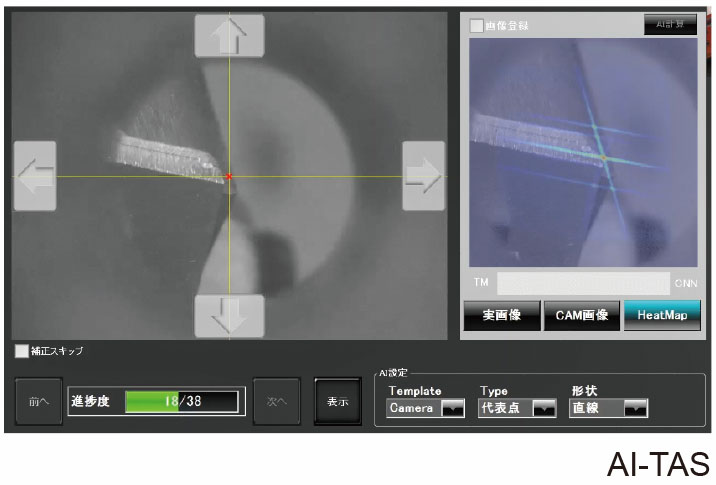
AI-TAS*強化了現有的「TAS (Teaching Assist System)」機能!
搭載機器手臂的「AI」進行自動補正作業。
「AI」學習了不同接合方式及間隙的狀態,可確實地進
行補正作業。
自動進行補正作業,操作者可以在補正作業時進行其他
工作,提高工作效率。
※根據接合情況和材料表面的傷痕,可能會無法進行自
動補正。
|  |
 |
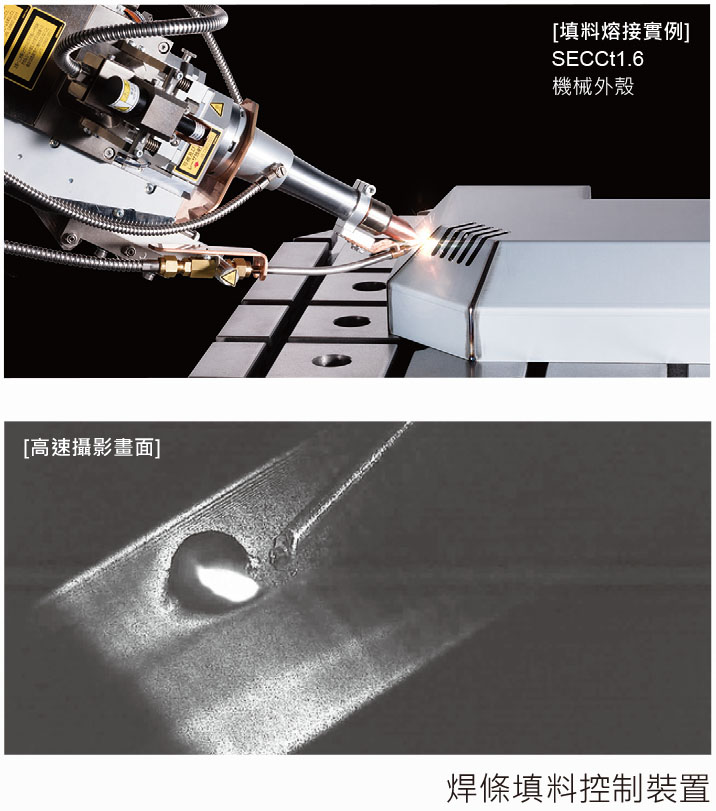
焊條填料控制裝置
焊條熔接結束後,將焊條前端長度調整到最適當的位置。
可順利地焊接下一道焊道,穩定地連續加工。另外,可
改變加工條件來切換自熔或填料,不需要手動更改。
|  |
|
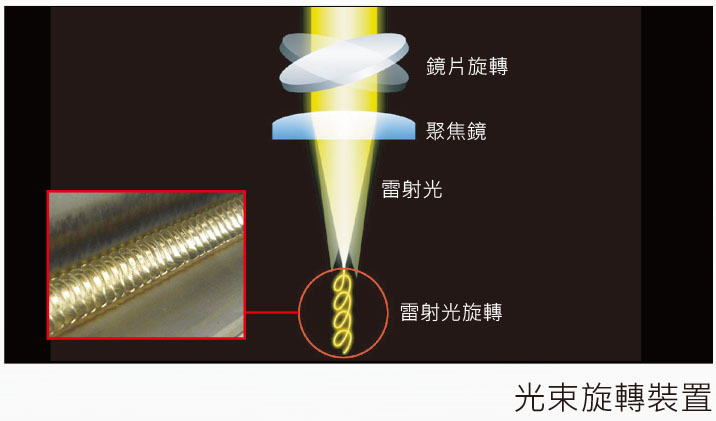
光束旋轉裝置
高速旋轉雷射光,形成較寬的焊道。
較寬的焊道,實現「提高間隙對應能力」和「填料穩定
加工」。
|  |
|
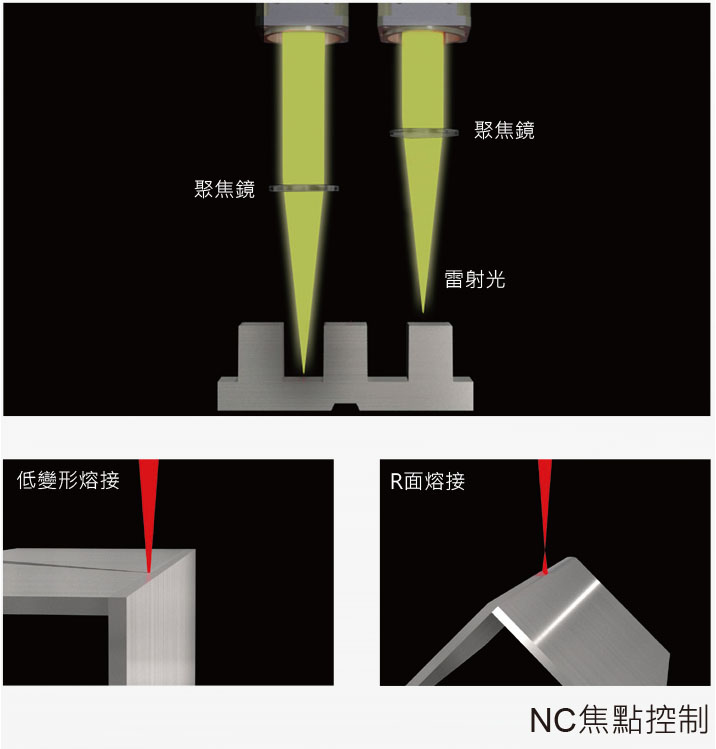
NC焦點控制
上下移動加工頭內的聚焦鏡,在同一個教導程式內,使
用聚焦光束的「低變形量熔接」以及散焦光束的「平滑
熔接」時,都不需要變更機器手臂的路徑。
|  |
|
簡易前置作業操作 |
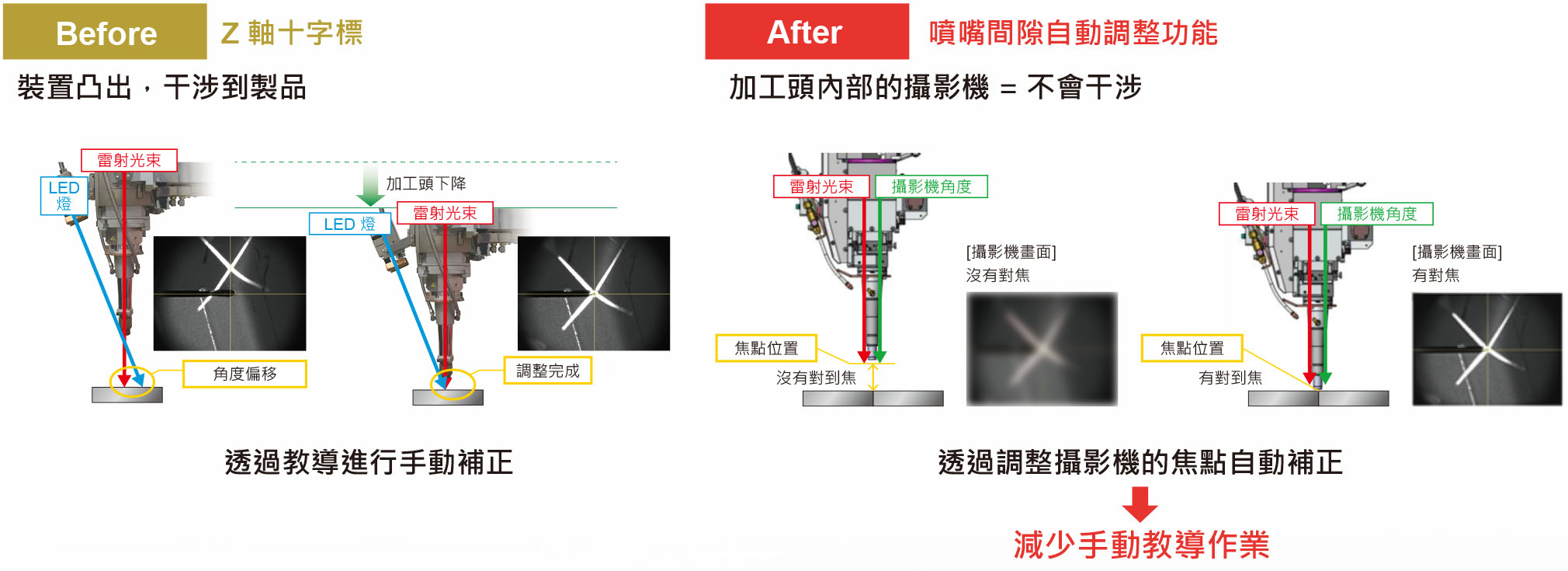
噴嘴間隙自動調整功能
透過加工頭內部攝影機畫面的焦距,自動補正教導程式的噴嘴高度。不會與外部裝置衝突,可自動進行補正,大幅減少作業時間。
|
前置作業導覽
可在NC控制器上觀看軟體製作程式的前置準備情報。
除了VPSS 4ie WELD上所製作的數據以外,重複生產時還可以
儲存實際設定的照片及註釋,並且系統性地記錄前置準備情報,
任何人都可以設置相同前置準備情報,達到準確迅速的生產製造。
|  |
加工條件管理
搭載板厚/材質等標準條件,使用者可為每個製品建立單獨的加
工條件。
填料及光束擺動等熔接條件設定,皆能在加工條件畫面中一目
瞭然地設定與管理。
|  |
保護鏡片髒汙檢測功能
自動檢測保護玻璃上造成加工不良的髒污(噴濺物或粉塵等),
支援焊接製品的品質管理。
|  |
|
熔接工程數位化 |
教導模式準備 |
 VPSS 4ie WELD FLW-ENSISe對應軟體 VPSS 4ie WELD FLW-ENSISe對應軟體
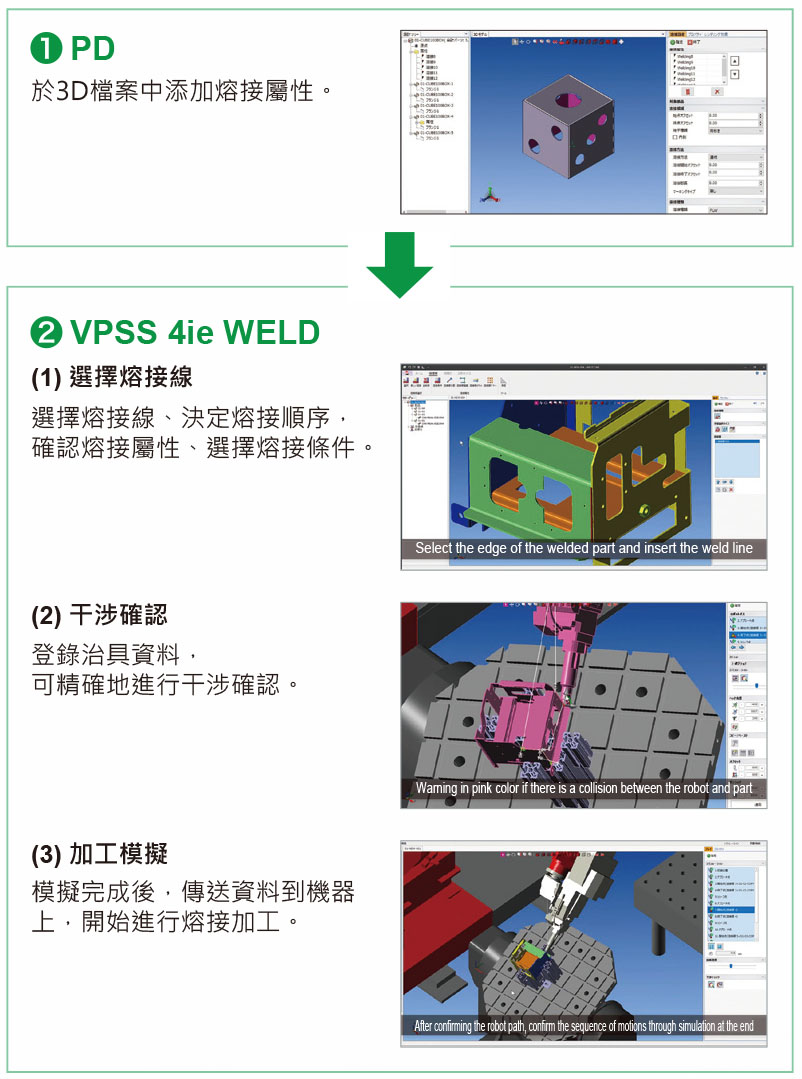
Production Designer (PD)讀入2D及3D的CAD檔案,進行展開圖及程式製作。
展開圖計算時會附加各個接合方式的熔接屬性。
VPSS 4ie WELD~ 透過模擬功能,製作最適合現場的程式 ~
從PD上選擇所建立的熔接加工屬性,找出最合適的熔接條件,
製作機械手臂之最佳化姿勢的資料。登錄製品與治具的數據,
在模擬時軟體能夠判斷出是否發生干涉並做修正。不需在現場
校正,程式皆在辦公室完成,讓現場前置作業簡單化。
~ 離線教導機能,提高稼動率 ~
機器運轉的同時,也可製作機器手臂程式。在機器不停止運轉
的情況下,可以在軟體上製作下一個製品的程式,提高機器手
臂生產率。
| VPSS 4ie WELD的流程
 |
| |
V-factory對應機器
|
 |
| |
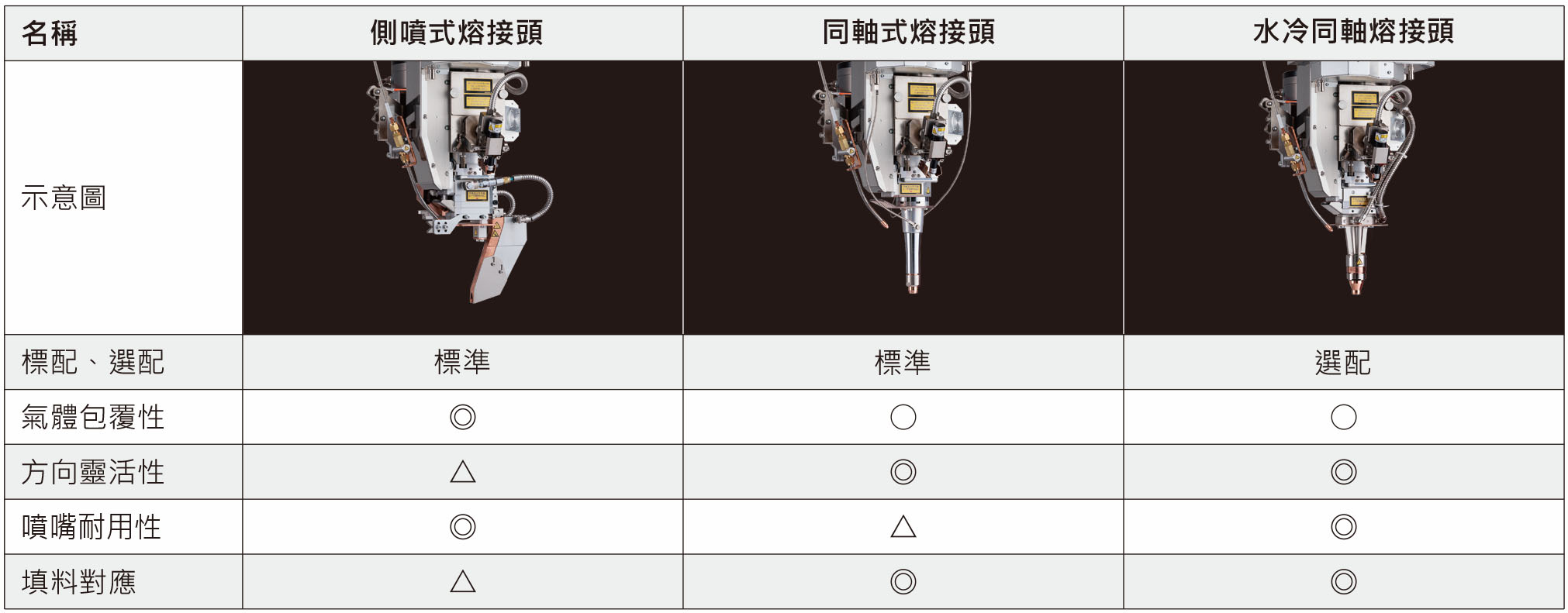
介紹其他功能 (包含選配) 依照加工用途選擇加工頭
|
 |
| |
簡易切割加工頭 *選配
|
更換熔接用加工頭及變更加工條件,即可進行切割加工。
可更靈活運用在追加切割立體形狀及應對急件設計變更。 | 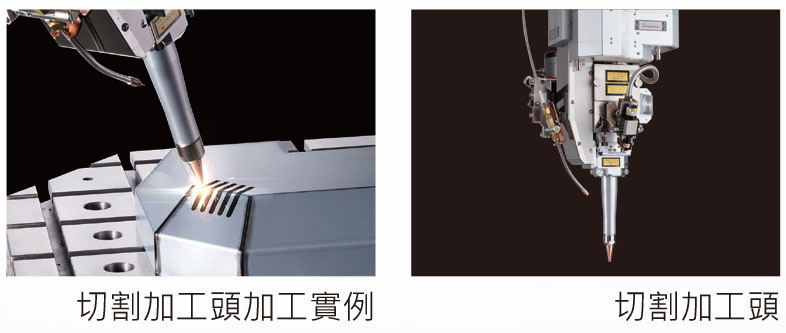 |
|
發振器商品線
|

|
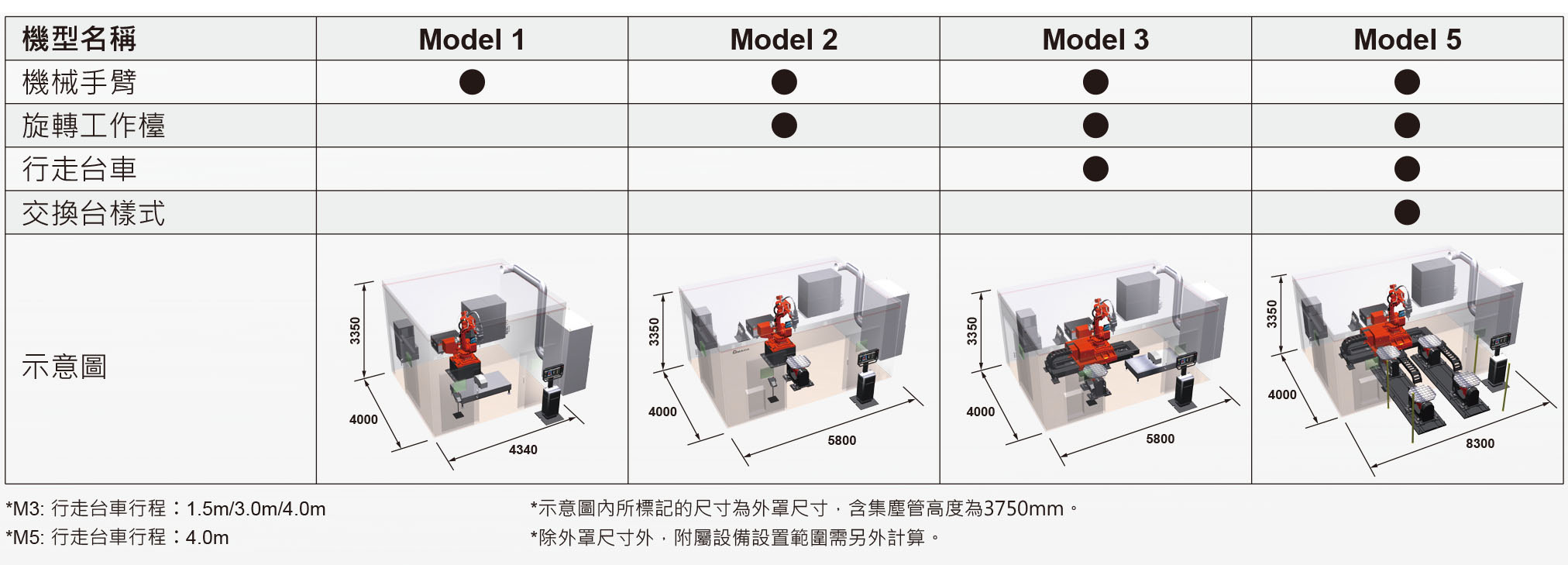
可依工件尺寸及訂單量選擇合適機型
|
 |
| |
| |