 |
高生產性、低成本加工 |
 雷射發振不需混合氣,實現省能效果 雷射發振不需混合氣,實現省能效果 |
薄板加工領域的高速加工與CO2(4kW)相比,薄板的高速氮氣加工能有效降
低加工成本。
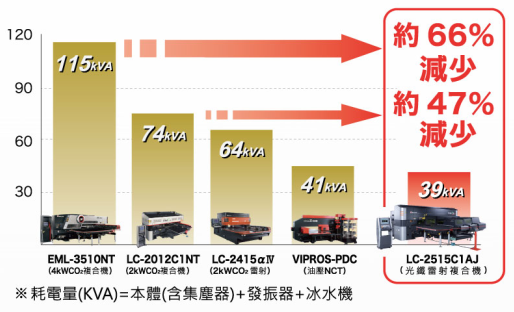
耗電量的比較能源轉換效率較佳的光纖雷射發振器及AC伺服馬達
驅動的沖孔系統,搭載二者的LC-C1AJ,耗電量約
為CO2複合機(4kW)的1/3,(2kW)的1/2,實現省能
加工。其耗電量約與油壓式沖孔機相同。
雷射發振不需要混合氣,使得省能效果發揮得更加
優異。
| 
|
|
安全性及便利性的兼具 |
全遮蔽式外罩雷射加工時,全遮蔽式外罩能有效防止光纖雷射
光束外漏,這種安全且省空間的設計,能有效保
障操作者的安全。
| 
|
 |
第2原點設定設定第2原點,上料時可以不必每次都開關遮蔽
外罩與現有機種(LC-C1NT)相同的作業便利
性。
| 
|
|
攻牙加工模座攻牙模座可同時搭配4種尺寸 ( M2.5~M8 ) 達到
攻牙工程的統合。
※切削 / 轉造皆可對應。
| 
|
|
下模自動升降模座即使是較高的成型下模,下模高度亦在工作檯面
高度以下,需要成型加工時,下模會自動上升再
加工,所以不會與材料發生干涉或造成材料背面
刮傷。
| 
|
|
上浮式毛刷檯面向下成型加工後材料進行移動時,轉盤四周的毛
刷檯面會上浮5mm,防止下模和材料發生碰撞及
刮傷。
| 
|
|
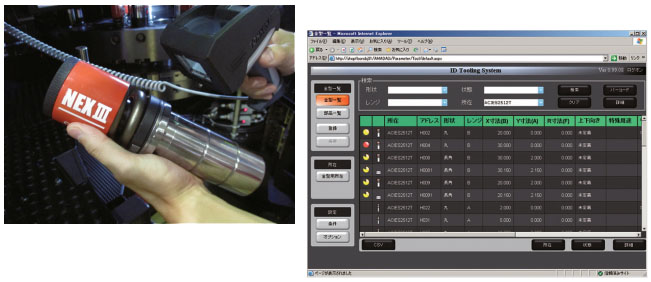
ID模具系統(選配) |
模具品質的數位化管理分析加工的板厚、材質、沖擊數等等,進行
模具研磨與否的確認。
始終保持模具在最佳狀態,實現最穩定的加工品
質。
換模前置作業支援功能在螢幕上顯示對模具設置
作業有幫助的模具訊息。
透過與ID訊息進行比對,可以防止模具設置錯誤。
| 
|
|
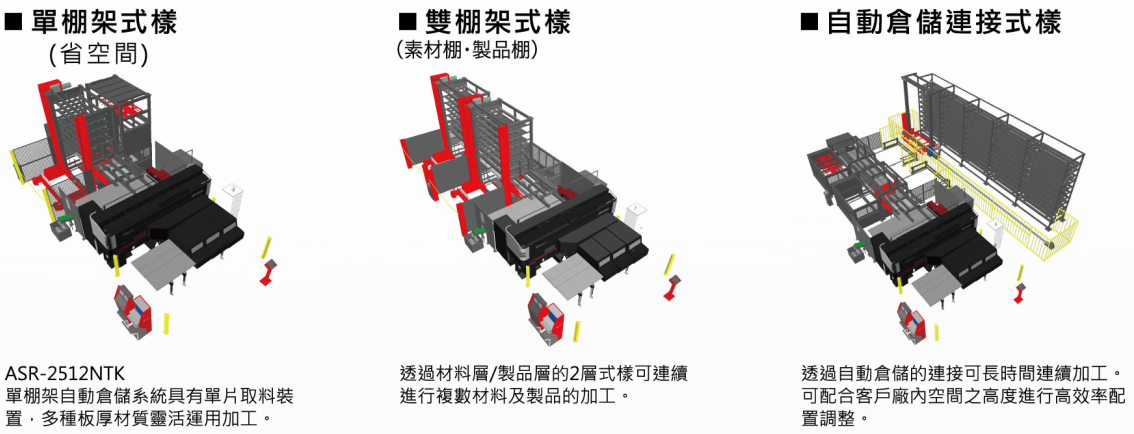
自動化解決提案 ※選配 |
TK 自動化解決提案 透過材料自動供給裝置與製品自動取出堆疊手臂(TK),省去人工上料及加工後抖料分料作業。
左右二組獨立作動的取料手臂,由小至大的零件,甚至長形零件皆能自動取出。 | 射切割外形後取料堆疊 | 製品依原排版位置完成整齊堆疊 | 料框自動堆疊 | | | | | 噴嘴自動交換 | 雷射廢料自動搬出裝置 | 耐熱毛刷溝槽自動清掃裝置 | 根據不同板厚、材質的加工條件最多
可自動更換4種噴嘴。
搭載同一尺寸噴嘴的話,能設定噴嘴
切割使用時間做自動交換。 | 雷射廢料自動排出到機台外面,避免
廢料堆積。
透過廢料自動搬出實現不停機連續加
工。 | 自動清掃附著於溝槽上的噴渣,減少
操作人員爬上機台清潔,並有效降低
材料背面刮傷。 |  |  |  |
|
|
雷射智能加工整合系統(Laser Integration System) |
保護鏡片狀態檢出系統
(i-Optics Sensor)※標配 | 穿孔&加工監視整合系統
(i-Process Monitoring)※標配 | 噴嘴影像檢測&自動噴嘴中心校正裝置
(i-Nozzle Checker)※選配 | 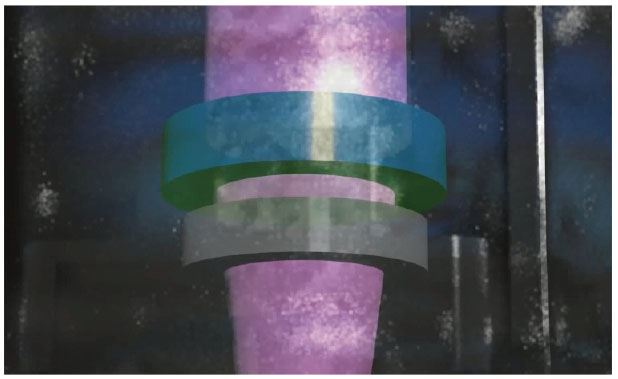 | 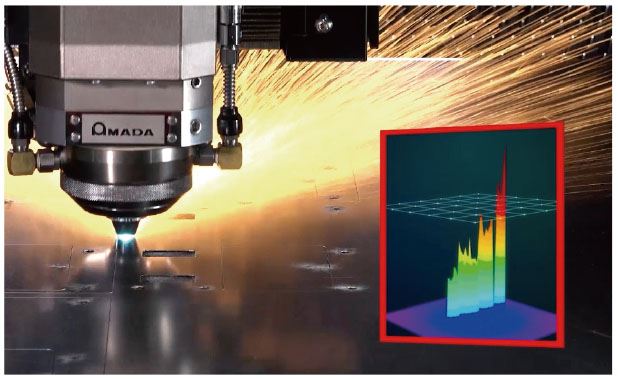 |  |
|
|
|
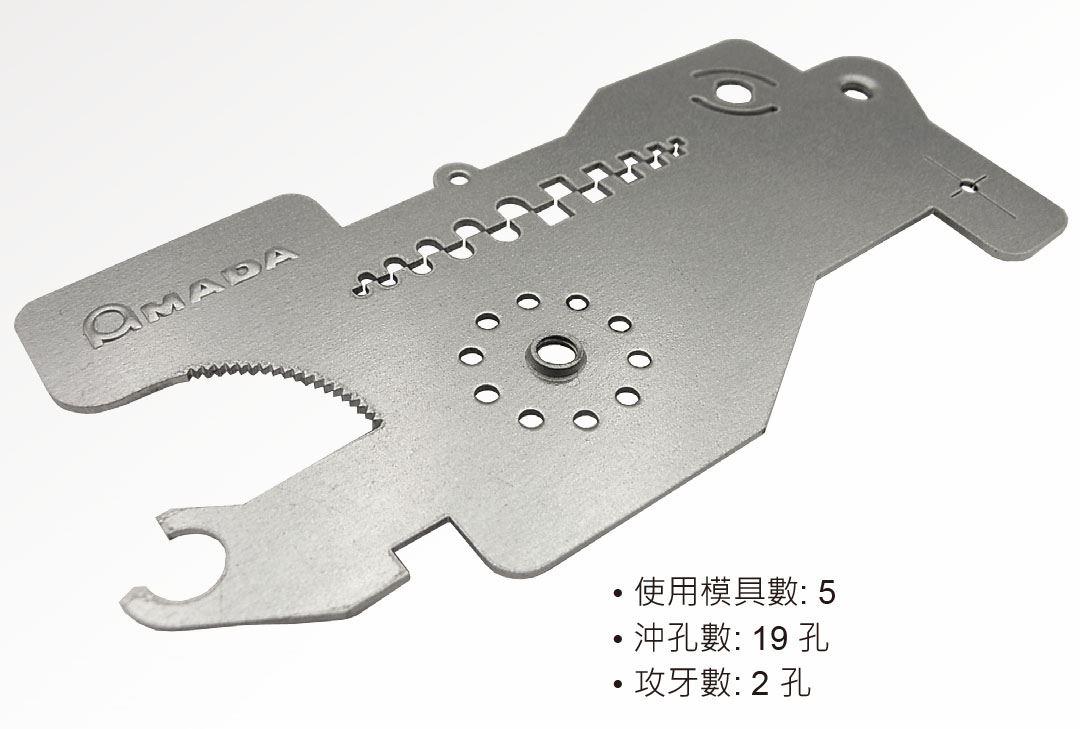
加工範例 |
材質/板厚: 高耐蝕電鍍鋼板 1.0 mm
尺寸 : 100.0 × 47.0 mm |
 | 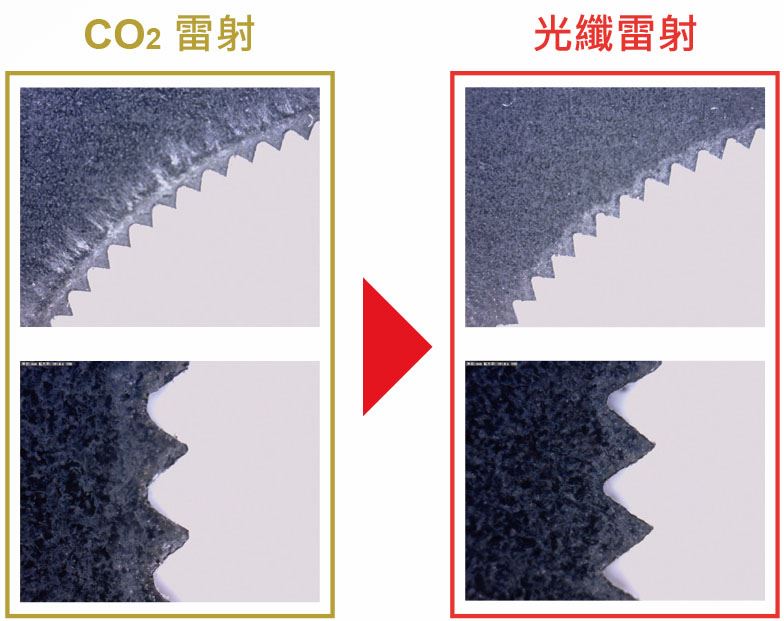 |  | 光纖雷射在表面加工處與尖角細微處,
能有效的改善熔蝕的狀況。 |
|
|
V-factory
V-factory活用IoT技術的可視化以及最大幅度的提高機器稼動率,與客戶共同創造工廠的改革。 V-factory Connecting Box ※選配將機器連接到雲端和V-factory。
V-monitor ※選配自動錄影運轉過程中的機器加工狀態。
 |
|
相關選項配備
|
|
|